
Planes de muestreo de conformidad sensible a los lotes

Los planes de muestreo de conformidad sensible a los lotes son una evolución de los planes de muestreo tradicionales aplicados en control de calidad e inocuidad.
Un plan de muestreo de conformidad sensible a los lotes es un método de inspección en el cual la probabilidad de aceptación de un lote depende no solo del número de defectos encontrados en la muestra, sino también del tamaño del lote en cuestión.
A diferencia de los planes clásicos (n, c), que se basan únicamente en el número de muestras y el criterio de aceptación/rechazo, los planes sensibles a los lotes ajustan el criterio de decisión según la proporción real de defectuosos respecto al tamaño total del lote.
Esto los hace más justos, representativos y eficientes, sobre todo en lotes pequeños o muy variables.
Características principales
- Dependencia del tamaño del lote → a menor lote, más estricta la aceptación (menos tolerancia a defectos).
- Mayor representatividad estadística → se reduce el riesgo de aceptar lotes no conformes o rechazar lotes buenos.
- Se expresan en términos de fracción defectuosa (%), no solo en número de defectos.
- Aumentan la confiabilidad de las decisiones en la inspección.
Elementos básicos
Un plan de muestreo sensible a los lotes requiere definir:
- Nivel de calidad aceptable (AQL) → porcentaje máximo de defectos que se considera tolerable en un lote.
- Tamaño del lote (N) → número total de unidades producidas.
- Tamaño de muestra (n) → número de unidades que se examinan.
- Número de aceptación (c) → número máximo de unidades no conformes permitidas en la muestra.
- Riesgo del productor (α) → probabilidad de rechazar un lote bueno.
- Riesgo del consumidor (β) → probabilidad de aceptar un lote malo.
Ejemplo sencillo
Lote pequeño: N = 200 unidades
Lote grande: N = 10 000 unidades
En ambos casos se aplica un muestreo de 20 unidades (n=20)
Se permite como máximo 1 unidad defectuosa (c=1)
En el lote pequeño (200), 1 defecto = 0,5 % del lote
En el lote grande (10 000), 1 defecto = 0,01 % del lote
El impacto de un defecto en el lote pequeño es mayor, por lo tanto, el plan sensible ajustaría el criterio y sería más estricto en lotes reducidos.

Aplicación en inocuidad y calidad de alimentos
Estos planes son muy utilizados en:
- Inspección de materias primas (ejemplos: granos, frutas, ingredientes).
- Control de productos terminados (ejemplos: lotes de leche, pan, conservas).
- Evaluación de envases y embalajes (ejemplos: defectos en sellado, integridad de envases).
- Auditorías de proveedores con lotes variables.
Ventajas
- Mayor equidad en la decisión de aceptación.
- Disminuye la subjetividad en el control de calidad.
- Mejora la protección a la persona consumidora (menor riesgo de recibir productos no conformes).
- Optimiza costos al reducir rechazos innecesarios.
- Se adapta tanto a lotes grandes como pequeños.
Los planes de muestreo de conformidad sensible a los lotes mejoran los planes tradicionales porque consideran el tamaño real del lote en la decisión final, lo cual los hace más precisos, confiables y aplicables a la Industria Alimentaria, donde los lotes pueden variar en tamaño y criticidad.
Norma militar 1050
La Tabla Militar Estándar para muestreo por lotes (105-D), cuyo nombre es MIL-STD-105D conocida internacionalmente como ABC-STD-105D, es un esfuerzo que proporciona un conjunto de programas estandarizados que se conoce también como proyecto de muestreo.
Se habla de esfuerzo porque fue la última revisión del conjunto de programas estándar diseñado poco después de la II guerra mundial. Cada una de las revisiones se basó en el proyecto de muestreo precedente y los cambios realizados fueron producto de la experiencia adquirida.
El primer conjunto de programas estandarizados se elaboró para la Armada y la Marina de los Estados Unidos y se llamó JAN-STD (1949). En 1950 se construyó el MIL-STD-105A, con revisiones posteriores denominadas B y C hasta 1963, año en que se publicó el MIL-STD-105D. Uno de los objetivos de la revisión 105D fue crear un conjunto de programas estándar para usarse tanto en Estados Unidos como en otras naciones. Para ello se formó una comisión internacional integrada por los Estados Unidos, Gran Bretaña y Canadá. Al conjunto final de programas estándar se le incluyeron las sugerencias de otros países.
La última revisión (MIL-STD-105E) fue publicada en 1989, pero cancelada en 1991. El estándar fue adoptado por la Organización Internacional de Estándares como ISO 2859. La versión actualmente más utilizada es MIL-STD-105D.
Para conocer más sobre la Tala Militar, descargue y observe el siguiente documento: Tabla Militar.
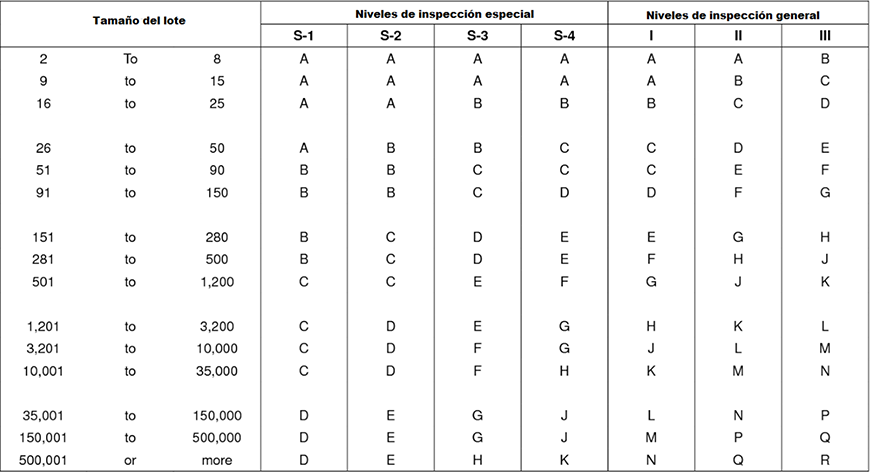
De dicha tabla se puede extraer la siguiente información:
- Letra código para el tamaño de muestra
- Niveles de inspección (niveles de inspección especial y niveles de inspección general)
Uso de tabla militar
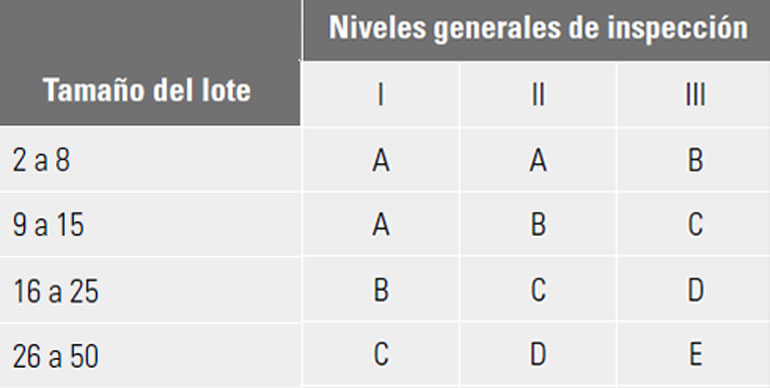
El uso de esta tabla es sencillo. Con el valor del tamaño del lote se busca en la primera columna el intervalo que contiene este tamaño del lote (ver tabla militar).
En línea recta y horizontalmente se busca el código de letra que corresponde al tamaño de muestra a usar, que se encuentra en la columna II de niveles generales de inspección.
Se usa el nivel general de inspección II, porque es un nivel de inspección normal, es el que generalmente se emplea en las empresas y siempre se inicia con este nivel, a menos que se indique en las instrucciones.
Con este código de letra muestral se busca en la tabla respectiva el valor numérico a que corresponde el tamaño de muestra, de acuerdo con el tipo de muestreo, ya sea por variables o atributos.
Lo importante aquí es que la tabla militar permite obtener el código de letra correspondiente a la muestra y con este código posteriormente se determina el tamaño de muestra.
Más adelante usted podrá observar un vídeo que muestra el uso de la tabla militar y el uso de otras tablas de planes de muestreo, cuando se muestren algunos ejemplos de uso de planes de muestreo por atributos.
Planes de muestreo de Dodge - Roming

Los planes de muestreo de Dodge-Roming son de los más utilizados en control de calidad e inspección de aceptación.
Los planes de Dodge y Roming fueron desarrollados en los años 1920–1930, por Harold F. Dodge y Harry G. Roming, en los laboratorios Bell Telephone.
Su objetivo era minimizar el riesgo de aceptar lotes defectuosos y al mismo tiempo reducir el costo de inspección, ya que no era viable revisar el 100 % de la producción.
Son planes de muestreo por atributos diseñados para decidir si aceptar o rechazar un lote, en función del número de unidades defectuosas encontradas en una muestra.
Se caracterizan por:
- Usar una sola muestra (n, c).
- Mantener bajo control la fracción defectuosa promedio (AOQ, Average Outgoing Quality).
- Ajustar el plan para garantizar una calidad de salida promedio aceptable (AOQL, Average Outgoing Quality Limit).
Elementos del plan
Un plan Dodge-Roming está definido por dos parámetros principales:
n = tamaño de muestra
c = número de aceptación (máximo número de defectuosos permitidos en la muestra para aceptar el lote)
Además, se relaciona con:
N = tamaño del lote
p = fracción defectuosa real del lote
Aplicación de muestreo de Dodge-Roming

- Si un lote es aceptado, se envía tal cual.
- Si es rechazado, el lote debe inspeccionarse al 100 %, separando las piezas defectuosas.
- Gracias a este enfoque, la calidad promedio de salida (AOQ) nunca supera un límite máximo, conocido como AOQL.
Esto le da gran confianza a la persona consumidora; incluso si un lote malo pasa, el promedio de defectos a lo largo del tiempo estará limitado.
Tipos de planes
Existen tablas de Dodge-Roming (publicadas en su clásico trabajo de 1929), las cuales permiten seleccionar el plan adecuado, según los objetivos:
1. Planes de AOQL (Average Outgoing Quality Limit)
- Garantizan que la calidad de salida promedio nunca exceda un cierto límite (ejemplo: 1 %).
- Se eligen combinaciones de (n, c) para mantener bajo control la AOQL.
2. Planes de AOQ (Average Outgoing Quality)
- Diseñados para situaciones en las cuales la inspección al 100 % de lotes rechazados no es factible.
3. Planes de inspección simple y doble
- La mayoría son de inspección simple, pero existen variantes de doble inspección, para reducir el número esperado de unidades inspeccionadas.
Ejemplo práctico (simplificado)
Supongamos lo siguiente:
• Lote de N = 2000 piezas
• Queremos un AOQL ≤ 1 %
De las tablas Dodge-Roming, un plan posible es:
• n = 125, c = 2
Interpretación:
• Se inspeccionan 125 piezas al azar
• Si se encuentran 0, 1 o 2 defectuosos, se acepta el lote.
• Si se encuentran 3 o más defectuosos, se rechaza el lote y se inspecciona al 100 %.
Resultado:
El plan garantiza que, en promedio, la calidad de salida no superará el 1 % de defectuosos.
Ventajas
- Sencillos de aplicar (n y c se extraen de tablas)
- Garantizan protección a la persona consumidora, con un AOQL definido.
- Requieren menos inspección que revisar el 100 % de las piezas.
- Muy usados históricamente en industria manufacturera y alimentaria.
Limitaciones
- Son planes pensados para atributos (defectuoso/no defectuoso), no para variables continuas.
- Suponen que los lotes rechazados se inspeccionan totalmente, lo cual no siempre es viable en la práctica.
- Comparados con planes modernos (ISO 2859, MIL-STD-105), pueden ser menos flexibles para distintos tamaños de lote.
Aplicaciones actuales
- Control de envases y embalajes en la industria de alimentos.
- Inspección de materias primas en lotes grandes (granos, semillas, especias).
- Procesos industriales en los cuales se requiere garantizar AOQL bajo sin inspección 100 %.
- Auditorías de proveedores en programas de control de calidad.
Los planes de muestreo Dodge-Roming son una herramienta clásica de control de calidad que busca un equilibrio entre costo de inspección y protección a la persona consumidora, asegurando que la calidad promedio de salida nunca exceda un límite máximo (AOQL).
Ejemplos de ejercicios con planes de muestreo
1. Plan de muestreo empleando la Norma Militar Estándar 105D
Pasos para el uso de la tabla militar:
- Determinar el tamaño del lote.
- Especificar el NCA (Nivel de Calidad Aceptable).
- Escoger el nivel de inspección.
- Encontrar en la tabla, de acuerdo con el tamaño de lote y nivel de inspección, la letra código correspondiente al tamaño de la muestra.
- De acuerdo con la letra código y el NCA, buscar el plan simple para inspección normal, severa y de inspección reducida.
2. Planes de muestreo por atributos
a) Cada artículo de la muestra se clasifica en una categoría de aceptación o de rechazo.
- Si el número de piezas que se encuentran defectuosas es igual o menor que un cierto número predefinido, entonces el lote es aceptado; en caso de que sea mayor, el lote es rechazado.
- Algunos planes por atributos son: simple, doble y múltiples.
A continuación, se muestra un vídeo sobre el uso de la tabla militar y las tablas de planes de muestreo simple por atributos, para que pueda comprender mejor cómo se usan. Haga clic en el vídeo incrustado para poder observarlo.
3. Ejercicios
A continuación, se muestran algunos ejercicios resueltos, para que sirvan de ejemplo en el uso de los planes de muestreo estudiados:
A. Planes de muestreo para un lote por medio de atributos
Este tipo de planes puede utilizarse para evaluar materias primas, material de empaque, aditivos, lotes de producción e incluso un volumen de producción específico en un proceso continuo.
Lo importante aquí es conocer el tamaño del lote o el dato de volumen de producción específico.
En este plan de muestreo, también se evalúa una variable o atributo.
Para resolver un ejercicio de este tipo se utiliza la tabla de un plan de muestreo sencillo.
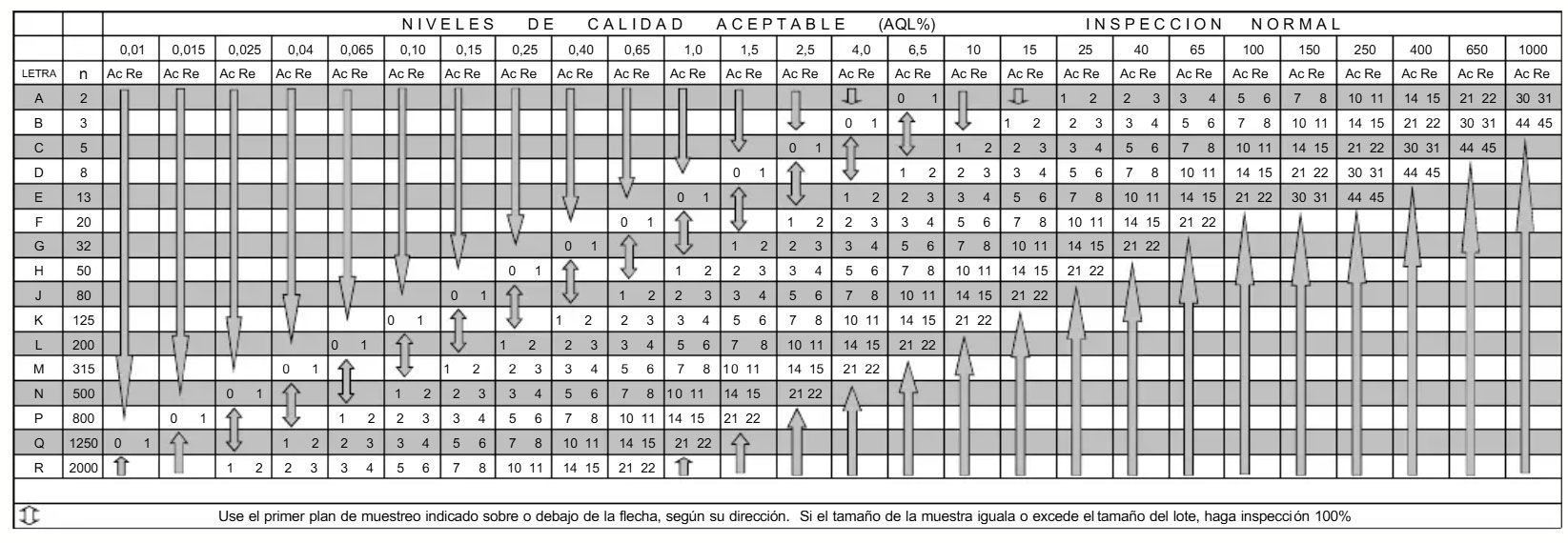
Observe la Tabla de inspección normal por atributos para comprender más al respecto.
Puede observar en la tabla las siguientes variables:
- Tamaño del lote (N) para determinar código o letra muestral (obtenida de la Tabla militar).
- Tamaño de la muestra (n).
- Nivel de Calidad de Aceptación (NCA o AQL).
- El número de unidades de la muestra que presentan el defecto o inconformidad para rechazar el lote (Re) o bien, para aceptarlo (Ac).
Como ya se ha mencionado, para determinar el tamaño de la muestra se utiliza la tabla militar.
De esta manera, se determina la letra código para la muestra. Posteriormente usando este código de letra y la Tabla maestra para inspección normal, muestreo simple para un lote por medio de atributos, se obtiene el tamaño de muestra (n).
De acuerdo con la Tabla militar (en el Nivel General de Inspección II; que es el que más se utiliza), para un lote de 50 sacos de un ingrediente, el rango del lote corresponde a un intervalo de 26 a 50, por lo cual se elige la letra D como letra código para la muestra.
Con esta letra, en la Tabla maestra para inspección normal, muestreo simple para un lote por medio de atributos se observa que son necesarias 8 muestras (n) de manera aleatoria, del lote de 50 sacos.
Utilizando un AQL o nivel de calidad de aceptación de 2,5 % como un nivel adecuado de trabajo, se obtiene que el lote se Acepta (Ac) con 1 unidad de la muestra que presente el defecto y si 2 unidades de la muestra presentan el defecto, el lote debe rechazarse (Re).
Esta última información también se obtiene de la Tabla maestra para inspección normal, muestreo simple para un lote por medio de atributos.
Haga clic sobre la imagen de la tabla para ampliar
B. Plan de muestreo para un lote por medio de variables:
Para el caso de variables, existe un plan de muestreo (Plan de muestreo normal para variables) que aplica la misma metodología, pero con la diferencia de que, en el caso de variables, el criterio para la aceptación o rechazo es por medio una constante de aceptación (k).
A manera de ejemplo, si se utiliza una especificación máxima como el caso de una temperatura de trabajo de 60 °C de un equipo o proceso, tomando en cuenta un lote de producción de 100 unidades, puede determinarse que la letra código para obtener la muestra (n), con la tabla de Plan de muestreo normal para variables (según se detalla en este documento), corresponde a la F.
Con este código, en dicha tabla se obtiene de la primera columna que la muestra (n) es de 13 unidades. Con ello, al moverse a la columna donde el AQL o nivel de calidad de aceptación es de 2,5 %, la constante de aceptación (k) corresponde a 1,405.
Por lo tanto, en este tipo de plan se requieren los siguientes valores:
- Tamaño del lote = 100 unidades
- Plan nivel de inspección general II, el código de letra para el intervalo de 91 a 150 es F.
- Para un nivel de calidad de aceptación AQL de 2,5 %, el parámetro k de aceptación = 1,405.
- Valor de especificación máxima (U) = 60 °C.
Este ejemplo se basa en mediciones de temperatura en una muestra, por lo cual se tienen 13 valores de temperatura. Con estos valores se calcula el promedio y desviación estándar en la muestra. Los resultados se observan a continuación:
| # Muestra | Valor de temperatura (°C) |
| 1 a 13 | 53, 57, 49, 58, 59, 54, 58, 56, 50, 55, 54, 50 y 57. |
| Promedio (X) | 54,615 °C |
| Desviación estándar (s) | 3,330 °C |
Una vez obtenidos los parámetros de distribución de la medición de la temperatura (promedio: X; y desviación estándar: s), debe calcularse el Valor superior de calidad “Qu”, que se calcula como:
Qu = (U – X)/s
La relación anterior se sustituye con los valores calculados y el valor de “U” que fue suministrado y corresponde a 60 °C (valor de especificación máxima):
Qu = (60 – 54,615)/3,330 = 5,385/3,330
Qu= 1,617
Se acepta el lote cuando Qu ≥ k y se dice que el lote tiene una calidad aceptable. Para el ejemplo anterior:
Qu = 1,617 ≥ 1,405
Al ser mayor el valor de Qu que el parámetro de aceptación (k), el lote debe aceptarse.
Este es un ejemplo de aceptación de lotes por un muestreo no continuo, pero el mismo puede aplicarse a un determinado volumen de producción por hora, o bien por la fracción de tiempo que se determine oportuno y factible llevar a cabo el monitoreo del parámetro de control.
Otro ejemplo de Plan de muestreo para un lote por medio de variables se puede apreciar en el siguiente documento: Ejemplo de plan de muestreo por variables.