
Como se mencionó en el recurso didáctico anterior, la inspección por muestreo es de gran importancia y tiene muchas ventajas respecto a la inspección al 100 % (inspección del lote completo poblacional).
En algunos casos, la inspección forzosamente debe ser por muestreo, por ejemplo, cuando el proceso de elaboración de los productos es continuo y no es posible conocer el lote o tanda de producción. Aquí una inspección al 100 % es difícil de realizar.
El tamaño de muestra debe ser completamente aleatorio; en caso de no ser así, se presta para sesgo. Este es el fenómeno que se da cuando una muestra no representa el comportamiento de la población, debido a errores en el cálculo o aplicación de los procedimientos, en la captura de la información de la muestra.
Tipos de muestreo

Se tienen varios tipos de inspección, el más utilizado es la inspección por muestreo de aceptación.
Así, la inspección por muestreo de aceptación se basa en la toma de una muestra, la cual puede realizarse en un proceso continuo o en una producción por lotes. Esto nos lleva a tener varios tipos de muestreos:
1. Según la naturaleza de la población base:
- Lote aislado
- Lote a lote (producción uniforme de lotes)
- Fabricaciones continuas (plantas embotelladoras, industria química, etc.)
2. Según la naturaleza de la característica inspeccionada:
- Por atributos: se considera que la característica es de tipo cualitativo (aceptable o no aceptable)
- Por variables: la característica es de tipo cuantitativo (longitud, peso, etc.)
Muestreo continuo
Se aplica en procesos continuos, es decir, cuando los procesos de producción en la empresa prácticamente no se detienen. Para este tipo de muestreo se elaboran gráficos de control (gráficos de control 3-sigma). Cuando ya se tienen definidos los límites de control del gráfico, se toman muestras cada cierto tiempo y se grafican para determinar si estas se encuentran dentro de los límites de control.
En los gráficos de control se observan líneas en las cuales se coloca el promedio o rango de alguna variable medida, para ver su variación o comportamiento a través del tiempo. A ese gráfico se le trazan límites que representan normas de evaluación. Se coloca un límite central, un límite superior y un límite inferior, tal y como se muestra en la siguiente figura:
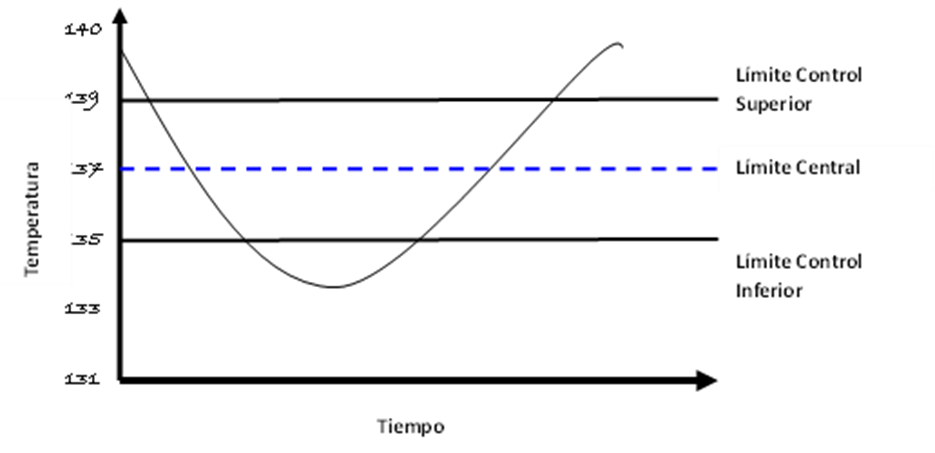
Como se observa en esta figura, la línea del centro se conoce como límite central y representa la tendencia central de los datos. El límite superior se conoce como límite de control superior y el inferior es el límite inferior de control. Los valores en el gráfico que se encuentran dentro de los límites de control superior e inferior incluyéndolos corresponden a valores permitidos, es decir, que están bajo control, mientras que los valores que se salen de dichos límites corresponden a valores erráticos que muestran alguna anormalidad en la producción.
Existen varios tipos de gráficos de control: por variables y por atributos. A su vez, los gráficos de control por variables se subdividen en varios tipos. Algunos de ellos son:
- Gráfico X - R: consiste en graficar los promedios y rangos de diversas variables o parámetros. En lugar de rangos, se puede graficar la desviación estándar muestral (s) o desviación estándar poblacional (σ).
- Gráfico σ: se grafica solo la desviación estándar poblacional (σ).
- Gráfico X: en este lo que se grafica es una variable específica.
