Los códigos de compensación se utilizan para ajustar la trayectoria de la herramienta, con el fin de tener en cuenta el radio de esta (con el haz del láser, por ejemplo) o su longitud. Esto es crucial para garantizar que la pieza mecanizada tenga las dimensiones correctas.
Tipos principales de compensación
Compensación de radio de herramienta
También, conocida como compensación de trayectoria (corte) o de diámetro.
Códigos:
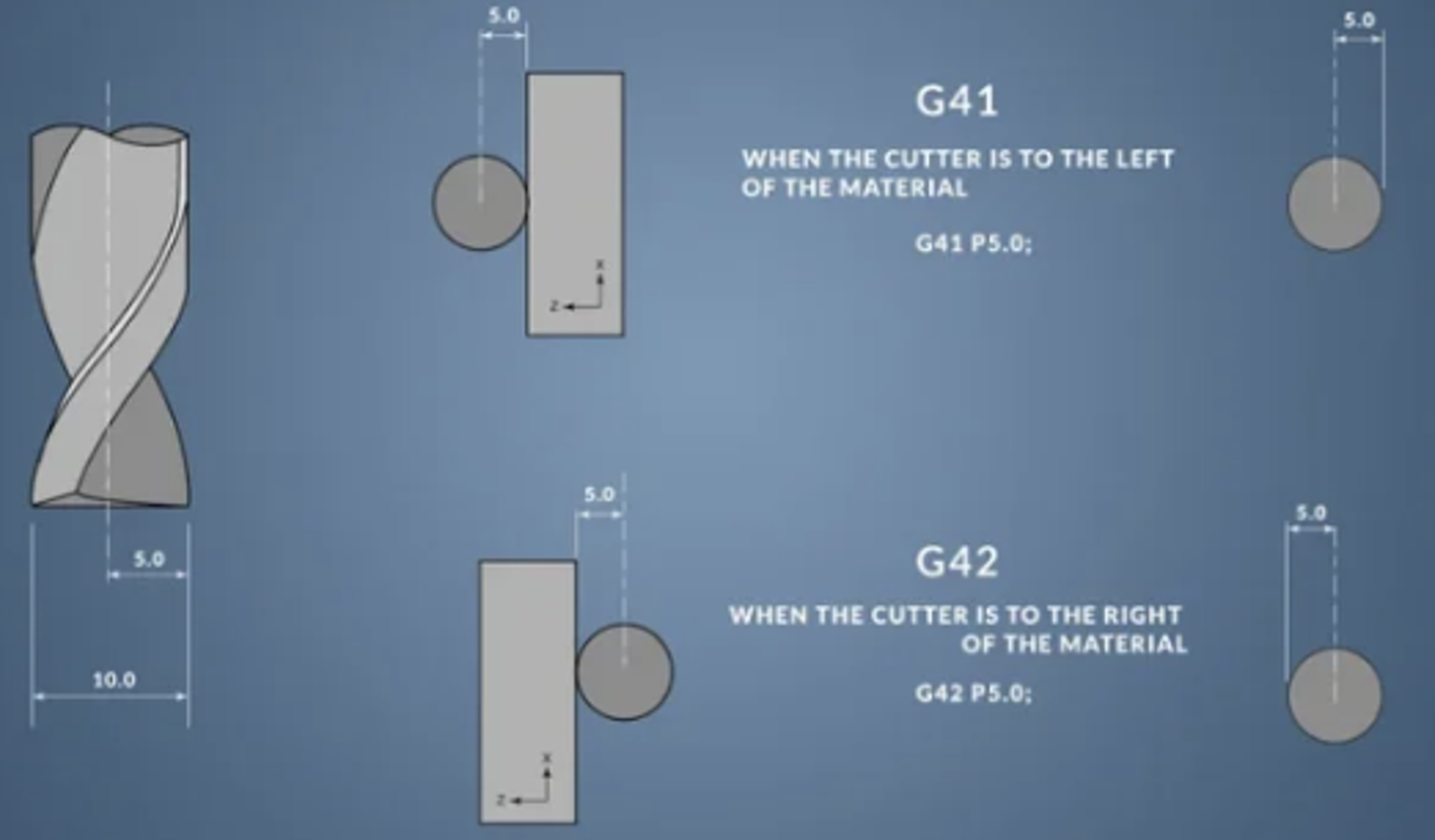
- G41: Compensación a la izquierda del contorno (mirando en dirección del avance).
- G42: Compensación a la derecha del contorno.
- G40: Cancela la compensación de radio.
Uso: se utiliza al mecanizar perfiles externos o internos para que el centro de la herramienta no pase exactamente por la línea de programación, sino que se desplace la cantidad correspondiente al radio.
Compensación de longitud de herramienta
Códigos:
- G43: Aplicar compensación de longitud (más común).
- G44: Aplicar compensación de longitud en sentido inverso (menos usada).
- G49: Cancelar compensación de longitud.
Uso: se aplica generalmente en el eje Z y permite ajustar la altura real de la herramienta, utilizando un valor definido en la tabla de herramientas del control CNC (usualmente llamado H).
Ejemplo simple de uso de G41
G1 X0 Y0 ; Inicio del movimiento.
G41 D01 ; Activar compensación izquierda con herramienta D01.
G1 X100 Y0 ; Movimiento teniendo en cuenta el radio de la herramienta.
G40 ; Cancelar compensación.