Compensación de longitudes
La compensación de longitud de herramienta se refiere al ajuste de la distancia vertical de la herramienta, tomando en cuenta la longitud real de la herramienta con respecto a un punto de referencia (normalmente el punto cero de la pieza).
Es necesario ya que las herramientas tienen longitudes ligeramente diferentes debido a la variabilidad de la fabricación o el desgaste, y es necesario compensar esas diferencias, para asegurar que la herramienta trabaje a la misma altura y haga los cortes correctamente.
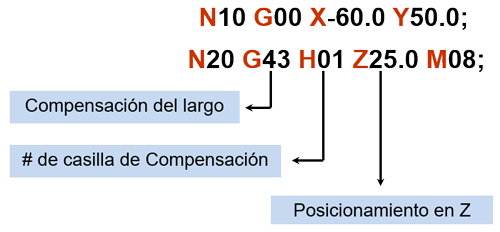
El código asociado a la compensación de longitud de la herramienta en fresadoras CNC es el G43.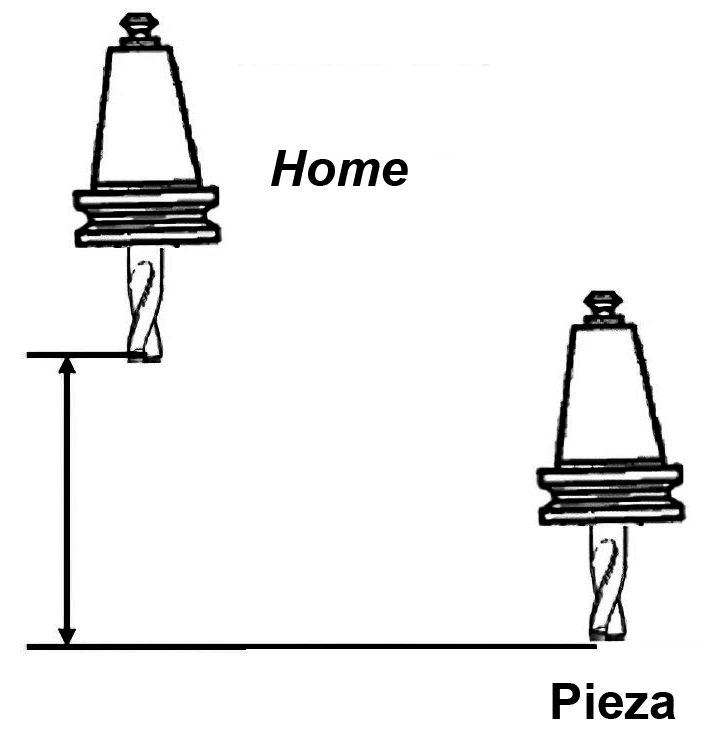
Como se programa la compensación del largo de la herramienta:
Compensación de radios
Dado que las fresas y otras herramientas de corte tienen un radio específico, se necesita ajustar el movimiento para compensar ese radio, evitando que la herramienta se desplace fuera de la trayectoria prevista.
Es necesario ya que el radio de la herramienta afecta el camino de corte. Si no se tiene en cuenta, el contorno de la pieza podría no coincidir con el diseño. La compensación de radio ajusta la trayectoria de la herramienta hacia la izquierda o derecha de la trayectoria de corte, según corresponda.
Los códigos asociados a la compensación de radios de las herramientas en fresadoras CNC son G41, G42.
Haga clic sobre la imagen, descargue y analice la información sobre compensación G41 y G42

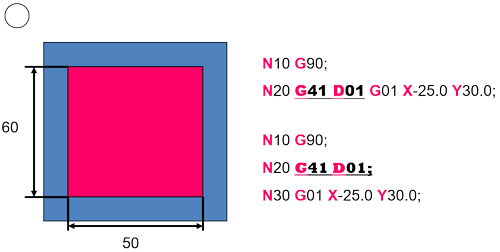
Cómo se activa la compensación de radio:
- Se debe compensar en el primer movimiento lineal; es decir, en el movimiento de entrada a la pieza.
- La distancia relativa desde el punto de posicionamiento hasta el primer punto de programación de la pieza antes de activar la compensación debe ser mayor que el radio de la herramienta.
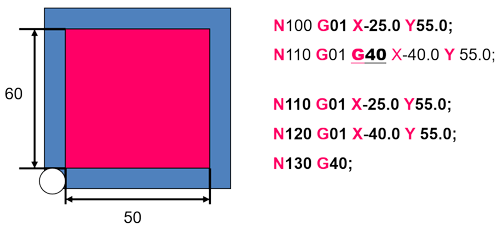
Cómo se desactiva la compensación de radio:
- Se debe desactivar la compensación en el último movimiento lineal; es decir, en el movimiento después de haber salido del perfil programado de la pieza.